1. Introduction: Why supplier choice determines long-term success
The global market for cold water immersion equipment has undergone a fundamental structural shift. Originally a niche segment catering to individual athletes, the sector has rapidly expanded into mainstream commercial infrastructure, with high-traffic fitness centers, dedicated wellness studios, and luxury hospitality venues now representing the vast majority of market demand.For distributors, importers, and B2B wholesalers, this transition presents both unprecedented operational scale and significant new risks.
In a commercial setting, equipment is subjected to relentless, continuous utilization. A single unit may process dozens of users daily, requiring industrial-grade thermal stability, rigorous continuous sanitation, and highly durable electromechanical components.Consequently, selecting a commercial ice bath manufacturer is no longer a simple procurement exercise based on unit pricing; it is the most critical determinant of a distributor's long-term business viability.
Partnering with an inadequate supplier introduces severe cascading risks. Unstable manufacturing leads to high defect rates, which in turn inflate after-sales support costs, erode gross margins, and ultimately damage the distributor's brand equity in the eyes of their commercial clients.Conversely, a robust ice bath supplier partnership acts as an extension of the distributor's own operations, providing the engineering foresight, regulatory compliance, and logistical agility required to scale globally. This report delineates the critical operational, technical, and supply-chain frameworks that distributors must evaluate to secure a reliable, long-term manufacturing partner.
2. Manufacturing capacity and production consistency

The transition from fulfilling localized, low-volume orders to outfitting global commercial franchises requires an entirely different tier of manufacturing capability. A reliable commercial ice bath factory must demonstrate not only high-volume production capacity but, more critically, strict batch-to-batch consistency. In the context of commercial ice bath production, inconsistent manufacturing directly translates to variable thermodynamic performance and mechanical failures in the field.
Advanced manufacturing facilities utilize sophisticated production methodologies to ensure structural and operational uniformity. A critical distinction in capability is how a factory manages volume growth—specifically, the choice between "scale-up" and "scale-out" manufacturing.For electromechanical systems like refrigeration chillers, the "scale-out" approach—adding parallel, identical production lines rather than attempting to accelerate a single line—ensures that the highly sensitive calibration of compressors, evaporators, and electrical panels remains uncompromised as production scales.
Furthermore, modern facilities leverage heavy automation. The integration of computer numerical control (CNC) machining and precision water-jet cutting—often achieving tolerances as tight as ±0.01mm—ensures that housing units and structural frames align perfectly. This level of automated precision prevents microscopic thermal leaks and structural fatigue, which are common failure points in heavily utilized commercial tubs.
Production Metric | Definition | B2B Implication |
Production Yield Rate | Percentage of saleable, defect-free units against total production inputs. | High yields (>98%) ensure predictable inventory flow and reduce landed cost variances for the importer. |
Capacity Utilization | The extent to which maximum manufacturing potential is currently being used. | Optimized utilization indicates the factory's ability to seamlessly absorb sudden surges in distributor orders without quality degradation. |
Automated Recipe Management | Standardized, software-driven assembly protocols for various product specifications. | Ensures that a unit ordered in Q1 performs identically to a unit ordered in Q4, maintaining brand consistency. |
3. Quality control systems and product reliability

In commercial environments where equipment must operate flawlessly around the clock, product reliability is synonymous with financial security. Equipment downtime directly halts the facility’s operations, leading to immediate client dissatisfaction and costly warranty claims for the distributor. A reliable ice bath supplier implements a multi-tiered Quality Management System (QMS) that intercepts anomalies systematically before they reach the shipping dock.
Top-tier manufacturers do not rely solely on end-of-line testing. Instead, quality control is embedded at every node of the value chain, beginning with strict audits of Tier-2 component suppliers to ensure raw materials—such as high-density insulation foams, marine-grade acrylics, and pure refrigerants—meet exact specifications.
The internal inspection framework typically encompasses First Article Inspections (FAI) to verify that initial batch units match engineering schematics, followed by random in-process audits at critical assembly junctions, such as copper pipe brazing and electronic control unit integration.
For commercial refrigeration, specialized stress testing is mandatory. Completed units must undergo intensive thermal and electrical simulations. This routinely includes extended aging tests—often running for up to 8 hours under maximum thermal load—to monitor compressor stability, detect micro-leaks in pressurized refrigerant lines, and ensure the system can maintain targeted low temperatures without triggering high-temperature or over-current safety alarms. By executing these rigorous protocols, the manufacturer minimizes the risk of delivering dead-on-arrival (DOA) units, thereby protecting the distributor from the exorbitant costs of reverse logistics.
4. Engineering capability and customization support (OEM/ODM)
For B2B partners looking to establish and scale their own proprietary brand identity, partnering with a highly capable OEM ice bath manufacturer is indispensable. Distributors must differentiate between entry-level factories that merely assemble commoditized, off-the-shelf components and advanced facilities that possess true Original Design Manufacturing (ODM) prowess.
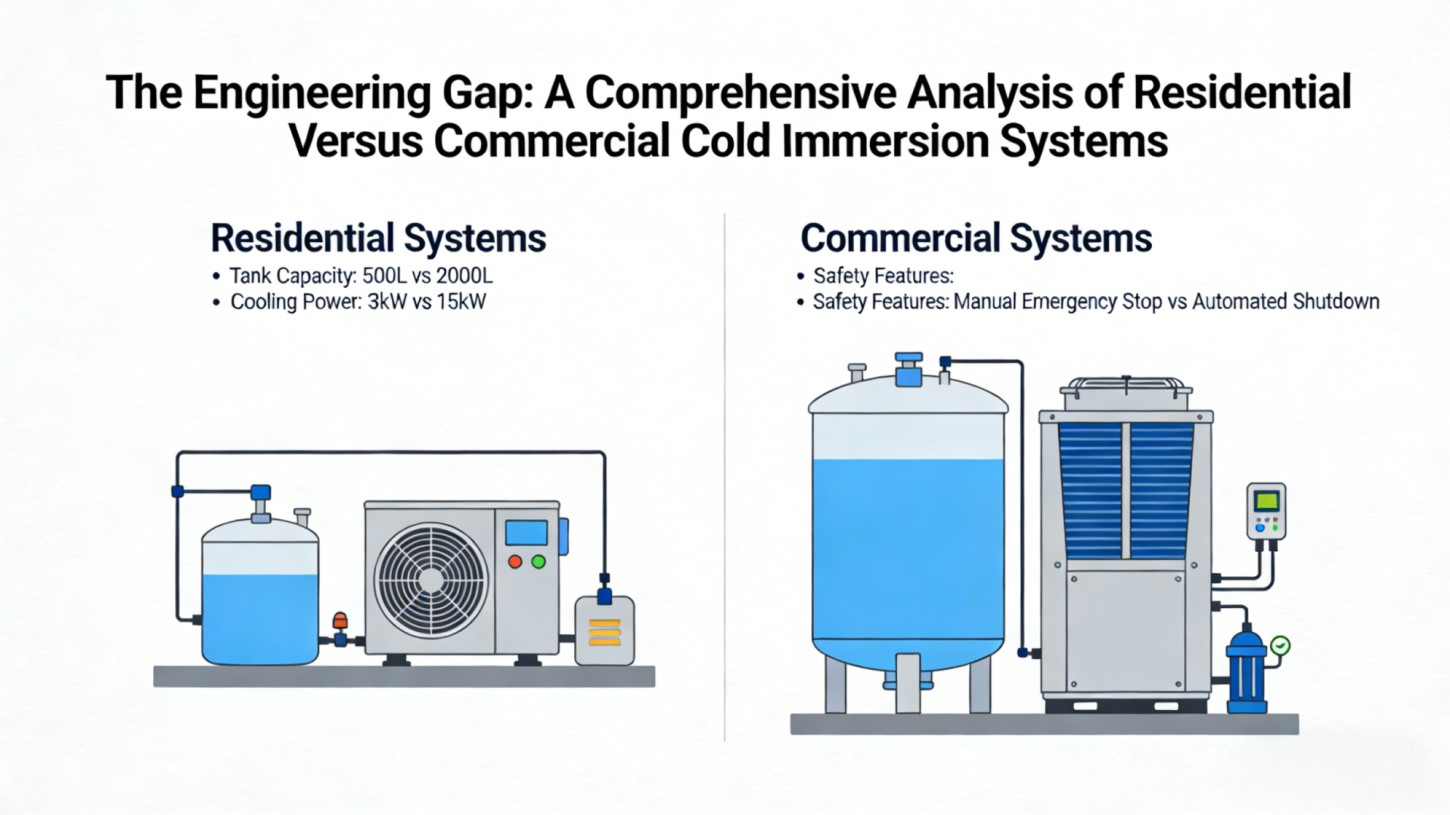
Commercial environments dictate highly specific thermodynamic requirements. A standard residential chiller cannot overcome the continuous heat load introduced by back-to-back users in a commercial setting. A capable in-house engineering team calculates the required horsepower (HP) against water volume, ambient facility temperature, and bather load. For instance, high-traffic commercial applications utilizing tubs exceeding 150 gallons require robust 1.0 HP to 1.5+ HP compressor systems to maintain precise temperatures without dangerous fluctuations.
Beyond raw cooling capacity, modern ODM partnerships involve deep technological integration. Advanced manufacturers provide comprehensive customization options that serve as competitive differentiators for the distributor.
ODM Customization Vector | Engineering Focus | Commercial Benefit |
Thermodynamic Scaling | Upgrading compressor size and heat-exchanger efficiency. | Ensures rapid temperature recovery between back-to-back commercial users. |
Smart Connectivity | Integrating proprietary firmware, Wi-Fi modules, and mobile application control. | Allows facility managers to monitor and adjust multiple units remotely, streamlining operations. |
Acoustic Engineering | Developing low-noise pneumatic and pumping architectures (≤45 dB). | Critical for maintaining a serene environment in luxury wellness centers and spas. |
Material Redesign | Customizing structural molds, tub ergonomics, and exterior finishes. | Enables the distributor to offer a unique, premium aesthetic that aligns with specific brand identities. |
An engineering-led partner actively collaborates to solve complex thermal, acoustic, and user-interface challenges, ensuring the final product provides a distinct and defensible market position.

5. Documentation, certification, and compliance readiness
Navigating the complex matrix of international safety and sanitation standards is one of the most significant hurdles for equipment importers. A sophisticated manufacturer proactively engineers its products to align with, and often exceed, stringent global compliance frameworks. Regulatory non-compliance carries severe operational and financial risks, ranging from customs seizures at the port of entry to mandated product recalls and liability litigation.
Electrical safety validation is paramount, given the inherent risks of mixing water and high-voltage components. Equipment destined for North American markets must typically bear marks from recognized testing laboratories (such as UL or ETL). Specifically, standards like UL 1563—which governs electrical spas and has recently been expanded to explicitly cover cold tubs—are critical benchmarks. For the European Economic Area, the CE marking is mandatory, signifying strict adherence to health, safety, and environmental protection directives.
Equally critical are public health and sanitation standards. The transition from private home use to shared commercial environments introduces significant pathogen liabilities. Reliable manufacturers design their filtration and plumbing loops in alignment with commercial aquatic guidelines, such as the Model Aquatic Health Code (MAHC) and NSF/ANSI 50. A compliant commercial design cannot rely solely on secondary disinfection methods like UV or ozone, which leave no residual protection in the water. The system's materials and internal plumbing must be engineered to withstand primary residual disinfectants (like chlorine or bromine) to ensure continuous microbial control, protecting both the end-users and the facility operator from regulatory shutdowns.
6. Spare parts availability and after-sales support
Even the most robustly engineered commercial equipment will experience mechanical wear over thousands of operational hours. The true measure of a manufacturing partnership is revealed in the efficiency, transparency, and structure of its after-sales support and spare parts management. In a commercial facility, equipment downtime directly halts service delivery, jeopardizing the facility's revenue and fracturing their trust in the distributor.
A proactive manufacturer provides extensive documentation on predictive maintenance and common failure modes, empowering the distributor to offer rapid frontline technical support. In commercial settings, common failure points include flow restrictions triggered by clogged physical filters, compressor strain resulting from inadequate facility ventilation, and sensor or PCB faults caused by continuous operational vibration.
To mitigate these risks systematically, industry-leading manufacturers offer comprehensive support frameworks tailored specifically for B2B partners. This includes extended warranties on high-value, high-stress components—such as multi-year guarantees on compressors—paired with standard coverage for general electronics. Furthermore, to eliminate the logistical delays of cross-border shipping for minor repairs, sophisticated suppliers institute complimentary spare parts provisioning programs. By supplying distributors with an upfront inventory of critical, high-wear components (such as specialized filters, sealing rings, and backup flow sensors)—often calculated as a percentage of the total order value—the manufacturer enables local technicians to resolve issues within hours rather than weeks.
7. Communication, responsiveness, and business transparency
The inherent geographical and operational distance between a global distributor and an overseas factory necessitates hyper-transparent communication protocols. An opaque supply chain leads to misaligned expectations, delayed product rollouts, and severely mismanaged inventory levels.
Modern logistics and inventory management require moving away from outdated "worst-case scenario" planning, which results in bloated safety stock and tied-up working capital. Reliable manufacturers engage in Data-Driven Decision Making (DDDM) to provide their partners with realistic, real-time production forecasts. By maintaining centralized communication platforms, the factory provides accurate visibility into raw material procurement, assembly line queues, and projected dispatch dates, allowing the distributor to synchronize their own marketing and sales cycles.
This business transparency also extends deeply into the factory’s own supply network. Forward-thinking manufacturers maintain high levels of traceability, capable of tracking components through multiple tiers—from Tier 1 final assembly down to Tier 3 raw material processing. Traceability is crucial not only for rapid root-cause analysis during defect investigations but also for proving ethical labor practices and environmental compliance. As corporate end-users and regulatory bodies increasingly demand supply chain accountability, a manufacturer's transparency directly enhances the distributor's credibility in the market.
8. Scalability: supporting partner growth over time

As a distributor scales their market presence, their logistical and production requirements evolve dramatically. A manufacturer that is an excellent fit for producing five units a month may experience systemic failures when tasked with fulfilling fifty units a month. A resilient long-term partner possesses the operational agility to transition seamlessly alongside the distributor's growth curve.
Early-stage importers often rely on Less than Container Load (LCL) shipping to test product-market fit without overcommitting capital. While flexible, LCL involves higher per-unit costs, increased handling risks, and complex customs documentation due to the consolidation of mixed cargo. As volume grows, a strategic manufacturing partner actively assists the distributor in transitioning to Full Container Load (FCL) shipping, which can reduce overall freight costs by up to 20% due to economies of scale.
To maximize this logistical efficiency, the factory's packaging engineers must design robust, modular crating that precisely maximizes cubic container utilization while protecting the sensitive refrigeration equipment from physical shock and temperature excursions during maritime transit. Elite manufacturers understand that a distributor’s profitability is determined by the total landed cost, not just the factory gate (FOB) price. By minimizing volumetric weight through intelligent packaging, providing accurate Harmonized Tariff Schedule (HTS) classifications, and ensuring customs documentation is flawless, the manufacturer directly protects the distributor’s gross margins.
9. Common mistakes distributors make when choosing suppliers
Despite the rigorous criteria available for evaluating manufacturing facilities, many B2B buyers fall victim to predictable pitfalls during the procurement process. Recognizing these errors is essential for avoiding supplier relationships that appear lucrative on paper but fail catastrophically in the field.
Common Sourcing Mistake | Underlying Reality | B2B Consequence |
Equating Residential with Commercial Specifications | Relying on generalized marketing claims rather than analyzing engineering limits. Residential units lack the heavy-duty compressors and continuous filtration turnover required for high bather loads. | Rapid equipment degradation, overwhelmed cooling systems, and fractured relationships with commercial clients. |
Ignoring Structural Sanitation Constraints | Treating sanitation as an operational afterthought. Relying entirely on secondary systems (like UV/ozone) without engineering the tub to handle primary residual chemicals. | Regulatory shutdown of the end-user's facility, pathogen proliferation, and severe legal liability. |
Fixating Strictly on Unit Price | Viewing the manufacturer as a commoditized vendor. Ignoring the hidden downstream costs of poor quality control, high defect rates, and inefficient packaging. | Severe margin erosion through exorbitant after-sales support costs and lost revenue from delayed container shipments. |
Overlooking After-Sales Infrastructure | Assuming the factory will provide immediate replacements without an established Service Level Agreement (SLA) or a localized spare parts provisioning strategy. | Extended equipment downtime, resulting in reputational damage and canceled procurement contracts by major gym chains. |
10. Conclusion: Building long-term value through the right partnership
The commercial ice bath industry is rapidly transitioning from an era of fragmented early adoption into a highly regulated period of institutional, high-volume demand. In this mature landscape, success for distributors, importers, and wholesalers is no longer determined simply by having access to product inventory; it is fundamentally defined by the structural quality, continuous reliability, and regulatory compliance of the equipment deployed into the commercial field.
Choosing the right manufacturing partner is an exercise in rigorous risk management and strategic operational alignment. A reliable supplier acts as a true extension of the distributor's own business ecosystem—providing highly automated, consistent production capabilities, unwavering quality control systems, sophisticated ODM engineering, and proactive logistical support. By looking past surface-level pricing models and demanding excellence in electrical compliance, spare parts management, and total supply chain transparency, B2B partners can forge deeply resilient alliances. Ultimately, it is this depth of manufacturing partnership that ensures consistent product performance, protects gross operating margins, and secures lasting dominance in the expanding global wellness market.
At Quanguan, we work directly with gyms,recovery studios, and professional facilitiesto ensure commercial ice bath systems areinstalled correctly from day one. With hands-on manufacturing experience and adeep understanding of real-worldinstallation challenges, our team helpsclients avoid common mistakes, reducelong-term operating costs, and achievestable, reliable performance.
lf you are planning a commercial ice bath installation or evaluating systemrequirements for your facility, contact Quanguan to discuss your project and getpractical guidance tailored to your spaceand usage needs.